Производство пластиковых окон
Компания “Окна Смарт” никогда не станет (потому что просто не рискнёт) предлагать для жителей Петербурга пластиковые окна, в качестве которых сомневается хотя бы на йоту .
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) – самый лучший профиль! Подними любого нашего сотрудника среди ночи и мы скажем – что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
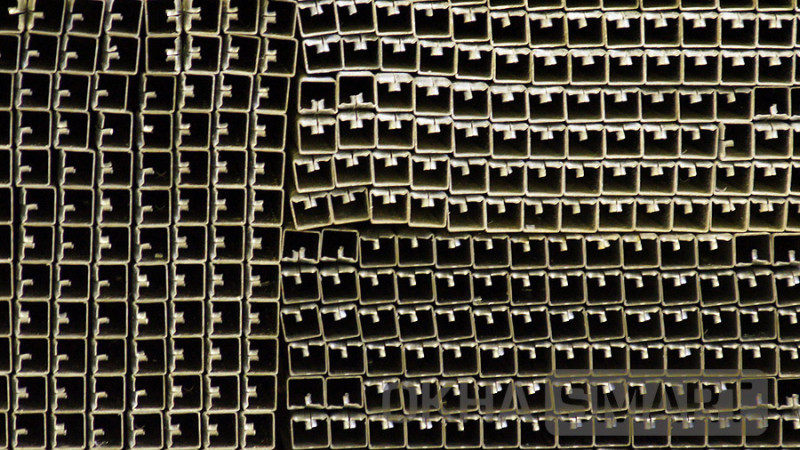
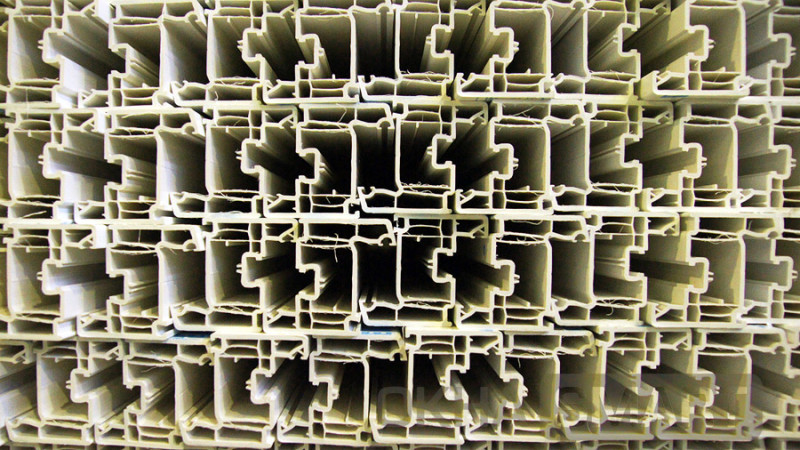
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как – окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):

Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон, деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.


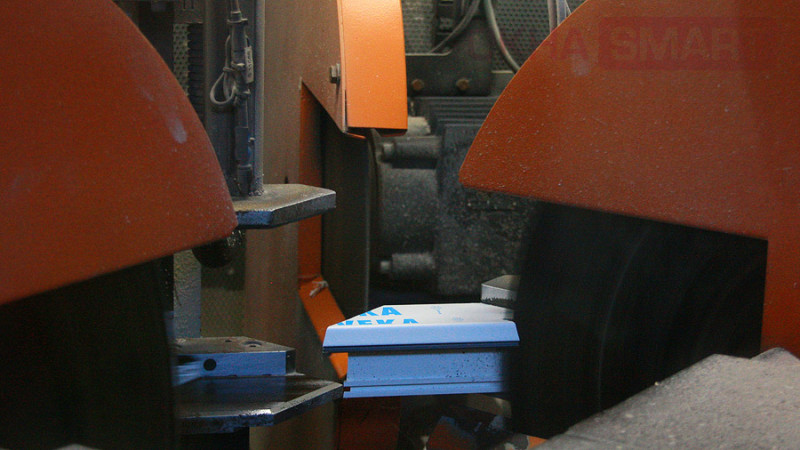
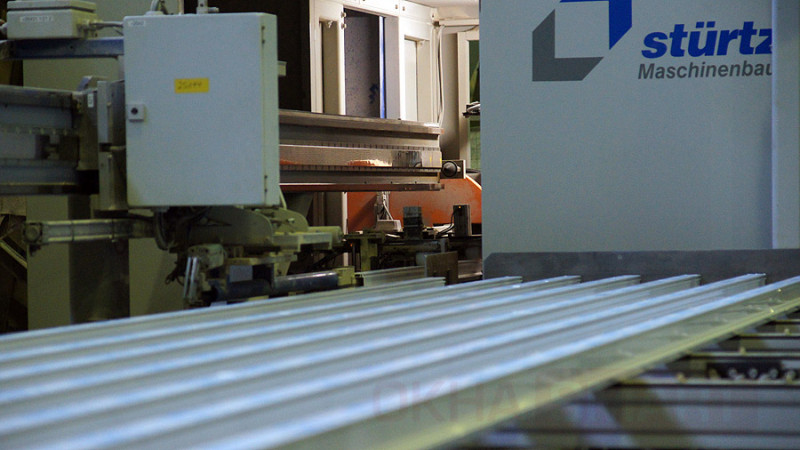
Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.


Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.

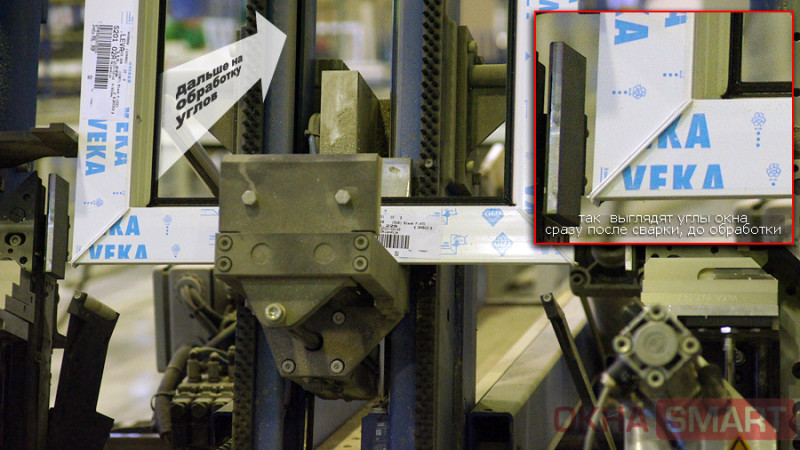
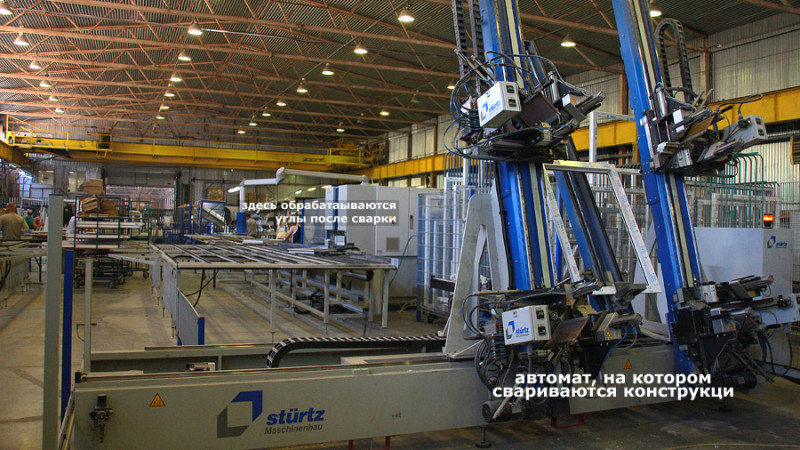
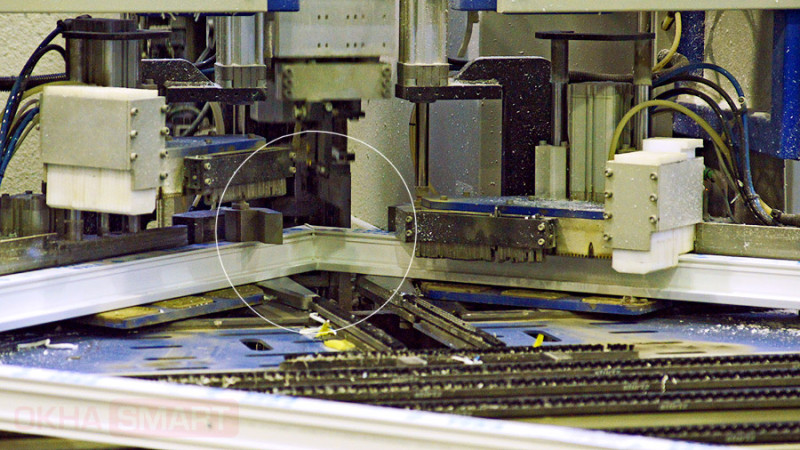
Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.

Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:



Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.


Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:




Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
Как происходит процесс производства пластиковых окон, из чего сделаны ПВХ-профили, размер вложений

Высокий спрос на ПВХ-окна, делает высокорентабельным их производство.
Это вызвано не только большими объемами строительства в регионах страны, но и необходимостью реконструкции устаревших и пришедших в негодность деревянных окон, расположенных в старом жилом фонде.
Неудивительно, что в таком бизнесе заинтересованы многие начинающие предприниматели, которым важно понимать сложность процесса легализации производства, знать размер первоначальных вложений в развитие бизнеса и рассчитать показатели доходности небольшого предприятия по выпуску ПВХ-окон.
Можно ли организовать успешный бизнес?
Хотя такой производственный процесс довольно сложный и требует от руководителя пройти много подготовительных этапов, он вполне осуществим даже начинающим предпринимателям. Для того чтобы правильно принять решение по организации такого бизнеса, необходимо учесть ряд факторов:
Требования к производственному процессу
Перед тем как открыть свое производство ПВХ-окон нужно выбрать организационно-правовую форму предприятия, например, ООО с 2-мя учредителями, с налогообложением по УСН — 15% от прибыли. Для легализации предприятия нужно получить разрешения у муниципальных органов, где будет работать предприятия, чтобы официально трудоустроить сотрудников.
Кроме того подается заявление в ЕГРИП с обозначением кодов ОКВЭД. Чаще всего для такого предприятия выбирают коды для работ в строительстве: 25.23 45.44.1 и 45.42, производство пластмассовых изделий, стекольных и столярных работ. После этого подают заявление по регистрации плательщика ЕНВД в налоговую инспекцию по месту производства.
Важно! Для предприятий, которые будут самостоятельно заниматься оптовой реализацией продукции, в заявлении дополнительно обозначают виды деятельности по коду ОКВЭД- 51.53.24.
Для того чтобы изделия применялись для строительства зданий жилого, общественного или промышленного назначения, они должны пройти сертифицированные испытания по процедуре декларирования.
Для реализации ПВХ-окон на территории России они обязаны отвечать требованиям российских государственных норм, а если изделия планируется экспортировать, то соответствовать нормативным требованиям соответствующей страны, например для стран ЕС по нормативам DIN и цветовой гамме RAL.
Также для производства ПВХ-окон руководитель обязан иметь лицензию Госстроя, разрешения пожарного ведомства и по охране труда, а также санитарно-эпидемиологического департамента и муниципальных ведомств в области трудоустройства сотрудников.
Каким должен быть цех?
Основные требования к помещению — это достаточная площадь, наличие складских помещений и бытовок для персонала, оборудованных электроснабжением, водоснабжением, водоотведением, вентиляцией, отоплением и ГВС.

Общее электроснабжение цеха должно быть трехфазным 380В для того чтобы могла работать станки, проводка должна обеспечивать заявленную мощность станочного оборудования.
К помещению должен быть оборудован подъезд для погрузки-выгрузки расходных материалов.
Площадь цеха выбирают по объему производства, например, для производства в смену 20 стандартных двустворчатых окон 1400х1200 мм потребуется 200 м 2 свободной площади с высотой не менее 3 м.
Совет. Легче всего такое помещение подобрать в промзоне, на окраине городов и районов, обычно арендная плата для таких помещений не очень высокая примерно 15000-30000 руб. в месяц.
Что нужно для изготовления?
Для того чтобы производить окна в соответствии с действующими стандартами потребуется специальное оборудование, квалифицированный персонал и качественные расходные материалы.
Состав ПВХ-конструкций: из какого пластика?
Основные материалы для окон — поливинилхлорид (ПВХ) и армирующий стальной профиль. ПВХ в виде порошка вырабатывают из смеси этилена и хлора, из обычной поваренной соли. Для изготовления оконных профилей в исходный материал вносят: стабилизаторы, пигментные материалы и модификаторы, для того чтобы придать дополнительные характеристики изделиям:
- защиту от огня и атмосферных влияний;
- светоустойчивость;
- быстрый процесс сварки.
Полученный ПВХ-профиль направляют на сборочную линию, где на спецоборудовании в него интегрируют стальной каркас. Этот процесс на современных станках с ЧПУ полностью автоматизирован.
Основные материалы и комплектующие:

- Поливинилхлорид (ПВХ) — 84500 руб. за тонну.
- Профиль П-образный 6 м усиленный, 15.93 руб./ п.м.
- Штапики 44.1 руб./п.м.
- Фальцевый вкладыш для KBE 58 мм, 1.94 руб./п.м.
- Ограничители открывания окна, гребенка, 23.57 руб./шт.
- Профиль для откосов 12.87 руб. /м.п.
- П-образный армирующий профиль, 110.97 руб./м.п.
- Замкнутый армирующий профиль, 159 руб. /м.п.
- Стеклопакеты обычные, 905 руб./м 2 .
- Стеклопакет мультифункциональный,1810 руб./м 2 .
- Стеклопакет самоочищающейся, 1950 руб./м 2 .
- Стеклопакет шумоизоляционный, 2250 руб./м 2 .
- Детский замок от 1 820 руб.
- Гребенки на окна от 260 руб.
- Водоотлив, оцинкованный, 650 руб./м 2 .
- Водоотлив, алюминий,1690 руб./м 2 .
- Подоконник дерево, 1820 руб./м 2 .
- Подоконник ПВХ, 970 руб./м 2 .
Оборудование
Для того чтобы правильно подобрать оборудование, желательно использовать комплектацию производственной линии одной фирмы. Наиболее популярными являются станки турецких производителей: Yilmaz, Кабан и Nikmak.
Список оборудования для формирования цеха по выпуску ПВХ-конструкций:

- пилы для кроя ПВХ-профиля и элементов армирования: одно- и двухголовочные;
- сварочные станки для ПВХ-рам;
- рольганги;
- станки углозачистные и для фрезерования торцов импоста;
- станки копировально-фрезерные;
- пилы для резки: штапиков и армопрофиля, а также вырубные станки гибочные;
- стенд для остекления и сборки;
- вытяжная вентиляция;
- мойка, деминерализаторы и экструдеры;
- подъемники.
Этапы выпуска продукции
Сегодня цеха по выпуску ПВХ-окон могут иметь либо полностью автоматизированную линию и полуавтоматизированную:
- Первая с программным управлением, способна настроить режим работы оборудования по считыванию штрихкода профиля.
- В процессе работы по второму варианту каждая операция настраивается оператором на отдельном станке.
Полностью автоматизированный
Автоматическая линия YILMAZ CCL 1660 осуществляет электросварочные работы и подготовку сварных швов. Линия комплектуется базовыми автоматическими станками станками:
- DK 540 — горизонтальный 4-х головочный сварочный станок.
- CNC 610 — автомат с ЧПУ горизонтального типа для зачистки углов.
- SA 250 — охлаждающая система для агрегата по зачистке углов с ЧПУ.
- SA 260 — поворотная система для агрегата по зачистке углов с ЧПУ.
Отличия линии, работающей в автоматическом режиме:

- полный контроль качества выполнения этапов сборки, система PLC с выводом информации на монитор с сенсорным экраном;
- применение различных типов ножей: цветной и белый ПВХ;
- программная оболочка определения параметров профилированного материала по штрихкоду;
- автоматическая установка параметров сварного шва с толщиной от 0,2 до 2мм, исходя от цвета и штрихкода профиля;
- конструкция охлаждения и разворота профиля;
- автоматическая конструкция обработки угла;
- автоматическая смазочная система с аварийным оповещением при отсутствии масла;
- защита и контроль по допустимым оборотам пил и фрез;
- защита и контроль наличия рабочего напряжения в сети и давления воздуха в воздуховодах.
Раскрой и подготовка профиля
Автоматизированная производственная линия выполняет подготовку и раскрой профиля благодаря установленной быстродействующей одноголовочной пиле. Раскрой проводится по программе, которая выбирает оптимальный режим, чтобы уменьшить отходы материала.
Электрорезка выполняется диском Д=500 мм под расчетным углом от 30 до 150 градусов, обеспечивая точность распила 0,1 градус. Скорость процесса саморегулируется станком в зависимости от конфигурации металлопрофиля. Станок способен работать с профилем от 0.850 до 6.500 м.
Сервопривод семиосный даёт возможность выполнять абсолютно все требуемые техноперации: сверление, фрезерование и маркирование на всех 4-х сторонах заготовки.
Центр резки CAT 600 с автоматическим режимом работы пильным диском Д= 600 мм, угол обработки 10-90-10 градусов оборудован программой оптимизации, специальным принтер для изготовления наклеек со штрихкодом и устройством способным его считывать, с сетевой картой для программирования и работы от интернета.
Сварка рамы, створки и зачистка углов
Сварочный станок — DK 540 автомат четырехголовочный способен проводить сварку в автоматическом режиме с 4-х углов профиля под 90 градусов. Управление режимом осуществляется через сенсорную панель. При наличии штрихкодов на заготовках, процесс работы станка начинается после их считывания.

Станок снабжен конвейером для разгрузки сваренных конструкций и инфракрасным барьером, отвечает требованиям европейского стандарта «СЕ».
Далее на линии установлен станок для обработки углов CNC 610 компьютеризированный с собственным ПО. Выполняет зачистку ПВХ- профиля соединенных по методу сварки под 90 градусов.
Управление выполняется оператором с помощью сенсорного экрана, для ведения процесса зачистки углов установлено 4 сервомотора и 11 профильных ножей.
На заметку. Станок имеет систему распознавания профиля и способен подвергать обработке, как обычный, так и ламинированный профиль.
Сборка
Лучшей автоматизированной линией по сборке окон считается германская линия LENHARDT Bystronic с высокой производительностью и качеством, способна даже выполнить раскрой стекла, процесс ведется экономно с использованием специального ПО. Пакеты выпускаются энергосберегающими, между стеклами пространство заполняется аргоном. В ходе процесса выполняется автоматическая резка стекла.
Линия High TechForel может производить сборку стеклопакетов 400 кг на 1 пм и толщиной до 100 мм, в том числе для работы с гнутым и фигурным стеклом и роботом «Hot Melt» с термоплавкими герметиками.
Чем больше уровень автоматизации процесса производства и сборки, тем выше стоимость линии. Новый комплекс со 100% уровнем автоматизации может достигает цены 60000 долл. США за линию.
Частично автоматизированный
В момент раскрутки оконного бизнеса начинающие предприниматели, как правило, приобретают б/у станки или частично автоматизированную линию, которая формируется с автоматическим производством отдельных стадий процесса: резка профиля, фрезеровка технологических каналов под фурнитуру, а также фиксация металлопрофиля в пластике.
На 1-м этапе в базу станка вносят замеры окна, и, учитывая запас, станок самостоятельно разрезает металлопрофиль и ПВХ-хлысты. Профиль режется под 45 градусов, для рамы и оконной створки. Армирующий профиль и импорт разрезают под 90 градусов с резервом по каждой стороне от 2 до 6 мм.
Резка профиля
Обратите внимание! От уровня нарезки металлопрофиля и ПВХ-хлыстов в значительной мере зависит качество ПВХ окна.
В процессе требуется уделять особое внимание выполнению плоскости среза и нахождению хлыстов профиля. Нарезка выполняется, учитывая размер запаса на сварку до 5 мм.
Фрезерование дренажных каналов

Для компенсации давления создаваемого ветровым потенциалом и вывода излишней влаги в раме, створках и импосте производятся дренажные отверстия продолговатой формы.
Положение таких отверстий и их размер обязаны отвечать требованиям поставщика профиля. Обычно дренажные отверстия производятся в 3-х направлениях:
- со стороны стеклопакета под углом;
- внизу створки у внешней камеры;
- на раме со стороны лицевой поверхности.
Фиксация металлопрофиля в пластике
Для того чтобы выполнить эту операцию в цеху должна быть размещена специальная камера, где будут соединять металлопрофиль с пластиковой частью окна с использованием саморезов 3,9 х 16 мм. Операцию можно выполнять с помощью ручного шуруповерта или специального полуавтоматического. Промежуток между шурупами обозначается в техдокументации производителя профиля.
Сверление отверстий под замок и ручку
Эта операция производится на копировально-фрезерном станке. На нем установлены 3 сверла, которые одновременно выполняют тройные сверления под установку поворотной ручки, а верхняя фреза по специальному шаблону фрезерует отверстие прямоугольной формы под замок для установки главного запора.
Обработка торцов импоста
Перед тем, как встроить импост в основную оконную раму и ее створку, предварительно подготавливают и обрабатывают края оконной заготовки с использованием торцефрезерного станка.
Он обладает специальной фасонной фрезой, придающей торцу импоста контура, необходимого для установки его в раму и створку. Как правило, она предоставляется изготовителем профиля. После завершения фрезерования, импост устанавливают на заготовку механическими соединителями.
Сварка
До того как уложить заготовки на сварной станок нужно удостовериться, что сварочные поверхности чистые и на них отсутствуют металлическая стружка или ПВХ-пыль, существенно ухудшающие качество сварочного процесса.

Для того чтобы качественно выполнить этот процесс потребуется соблюдать определенные условия:
- Сварной нож должен иметь температуру в диапазоне от 230 до 250 градусов;
- поверхность ножа должна быть обработана самым тщательным образом;
- минимальное время разогрева шва должно быть 25 сек.;
- максимальное время сварки 40 сек.
Важно! После окончания сварочного процесса, оператор должен тщательно осуществить визуальный контроль качества полученного соединения.
Зачистка углов и удаление шва
Далее с применением станка или вручную потребуется удалить остатки ПВХ-наплава, который образовывается в период процесса сварки. После этой операции и фрезерный станок, и торцевые участки рамы и створки должны быть очищены от мусора.
Исходя от материала рамы и створки, который применялся для профиля, специально подбирают нож фрезерного станка.
Установка уплотнителя
Уплотнитель — весьма важная часть ПВХ-конструкции, от нее напрямую зависят как термоизоляция, так и звукоизоляция оконной конструкции. Устанавливают уплотнитель в специальный паз. Начинают этот процесс с середины верхней перекладины. Выполняют его вручную, очень осторожно чтобы не растянуть изделие сверх нормы. В завершении стыки обрабатывают клеем, чтобы уплотнитель не выпал из паза.
Нарезка штапиков
Фиксация расклиненного стеклопакета в ПВХ-окне выполняется при помощи штапиков, которые являются ПВХ-рейками разнообразной толщины и конфигурации. Прирезка их под нужные характеристики производится на специализированной машине с пилой.
Установка стеклопакета
В этот момент важно сохранить чистоту пакета, поэтому рабочие трудятся в перчатках. Связующий состав по окончании сборочных операций должен иметь черный цвет, наличие белых пятен на герметике говорит о плохом качестве сборки, о касании его руками, что негативно отразится на качестве монтажного шва.
Стеклопакет изготавливается на специальном станке. Процесс состоит из следующих этапов:

- раскрой оконного стекла;
- резка спейсеров или дистанционных рамок;
- промывка стеклянного листа;
- покрытие герметиком;
- шлифование кромок стекла;
- предварительная сборка;
- заключительная герметизация;
- укладка под специальный пресс, для того чтобы бутиловое покрытие глубоко проникло в структуру материала, что обеспечит надежное соединение.
После проведения всех приведенных процессов стеклопакеты могут быть интегрированными в рамы и створки.
Как собирают?
На заключительном этапе стеклопакет помещают в оконную створку и раму, в специальные пазы вставляют штапик. Этот процесс осуществляется на стенде остекления. Здесь же проводится выходной контроль качества изделия и только после этого ПВХ-окно может передаваться в цех реализации или для проведения монтажных работ.
Обратить внимание! Откосы и отливы, как правило, могут включаться в комплект, только при оформлении дополнительного заказа клиентом.
Примерные расходы и цены
Расходы на организацию производства ПВХ-окон зависит от объема производства, которое рассчитывается по числу изделий в 8-часовую смену, стоимости оборудования и его доставку, стоимости материалов, заработную плату рабочим, расходы на воду, электроэнергию, ГСМ и аренду помещений
Оборудование
Это самая затратная часть проекта. Для того чтобы снизить объем первоначальных вложений в проект, начинают с комплектации полуавтоматической линии или приобретают исправные станки, но бывшие в употреблении.
Затраты на установку новой полуавтоматической линии изготовления ПВХ-конструкций, 20 изделий за смену:

- пила фронтальная двухголовочная — 382000 руб.;
- Yilmaz углозачистной станок-автомат -235000 руб.;
- Yilmaz станок торцефрезерный — 35000 руб.;
- сварочный двухголовочный станок — 421000 руб.;
- устройство для нарезки армирования — 9000 руб.;
- Yilmaz станок копировально-фрезерный — 108000 руб.;
- компрессорная установка — 28000 руб.;
- механизм для формирования водоотводящих технологических отверстий — 88000 руб.;
- пила для выполнения ПВХ-штапиков, автомат — 109000 руб.;
- итого стоимость оборудования —
- затраты на транспортировку и установку снаряжения — 60000 руб.;
- прочие организационные расходы и получение разрешений на начало работ — 80000 руб.;
- итого затраты капитального характера: 1555000 руб.
Материалы
Для того чтобы определить фактическую стоимость материалов для производства ПВХ-стекла, их рассчитывают для 1 м 2 готового изделия:
- стекло, 2 сторон на 2м 2 — 620 руб.;
- обечайка, 4 м — 440 руб.;
- бутил на 0,1 кг/м 2 — 4 руб.;
- прочие расходники — 210 руб;
- ПВХ-профиль 0,5 м/м 2 — 520 руб.;
- металлопрокат — 592 руб.;
- комплектующие — 2100 руб.
- итого 4486 руб./м 2 .
Общие затраты
Далее можно посчитать все затраты на месяц при 22 сменной работе для стандартного окна 1.68 м 2 :

- затраты на материалы: 22х20х1,68х4486 рублей = 3316051,2 руб.;
- ежемесячные доходы при стоимости окна 10250 руб.: 22 х20 х10250 = 4510000 руб.;
- аренда — 35 000 руб.;
- платежи ЖКХ — 29000 руб.;
- зарплата 10 специалистов — 10 х 35000=350000 руб.;
- итого затраты в месяц: 3730051 руб.;
- налог на прибыль (20%) — 155980 руб.;
- чистая прибыль: 4510000 — 3730051- 155980=623969 руб.;
- срок окупаемость при рентабельности 20%, 1555000_155000= 10 месяцев.
Подводные камни и сложности процесса
Несмотря на очень малый срок окупаемости производства металлопластиковых окон, это довольно сложное производство, поэтому, для того чтобы создать его эффективным, потребуется учесть такие ключевые риски:
- Сезонность спроса.
- Демпинг цен из-за большого числа конкурентов.
- Высокие накладные расходы, особенно в первоначальный этап.
- Падение покупательского спроса населения.
- Удорожание материалов и комплектующих.
Полезное видео
Видео обзор производства пластиковых окон:
Заключение
Несмотря на востребованность ПВХ-окон и малый срок окупаемости, конкуренция на рынке такая высокая, что владельцу потребуется применить ряд стратегий, чтобы такое малое предприятие было прибыльным. Лучше всего если компания сможет найти индивидуальный подход к покупателю.
Стеклопакет своими руками
При заказе пластикового окна у компании покупатели удивляются цене, ведь стоимость за квадратный метр значительно выше, чем цена стандартного окна. Однако изготовить стеклопакет своими руками не тяжело, и это позволит сэкономить, но не все знают технологию этого процесса.
Из чего состоит стеклопакет
- Стеклянное полотно.
- Герметичное пространство для воздуха.
- Рамка или профиль.
- Пластичный клей.
- Молекулярное сито.
- Герметичные компоненты.
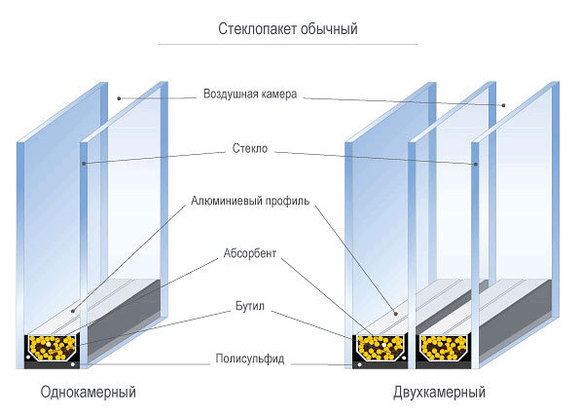
Стеклопакетом называют установку герметичного типа, состоящую из двух или более стекол. Разделяются они соответствующим количеством камер с воздухом.
Важной деталью является дистанционная рамка. Деталь отвечает за сохранность воздуха внутри, не позволяет собираться конденсату. Главная функция – соблюдения дистанции между стеклами внутри.
Молекулярное сито выполнено из материала с осушающими свойствами с использованием гранулированных элементов. Предназначено для защиты от возникновения конденсата.
Виды стеклопакетов
Существует три вида стеклопакетов:
- Однокамерные.
- Двухкамерные.
- Трёхкамерные.
Разница в количестве внутренних стекол и в плотности.
Однокамерные
При отделке жилых помещений используется редко, из-за низкого уровня защиты от внешних шумов. Также имеет низкую проводимость тепла.
Широко применяются при остеклении помещений технического назначения или офисных кабинетов. В жилых домах встречаются при отделке балконов или лоджий.
При выборе однокамерного типа, для жилого помещения, следует учитывать минимальную температуру зимой. В таких случаях подойдут для местности с не холодным зимним сезоном, как в европейских регионах.
Главным плюсом является низкая масса, из-за чего их комфортно устанавливают в объемных оконных выемках с большой площадью.

Разновидности однокамерных конструкций по ширине, мм:
Подойдут для профильной системы с шириной от 58 до 70 мм.
Двухкамерные
Применяется для остекловки жилых помещений. В основе находится 3 стеклянных полотна и две камеры с воздушной прослойкой между ними.
Отличается высокой защитой от внешних факторов, включая шумы извне и пропуск теплоты. Базовую версию двухкамерного стеклопакета улучшают в зависимости от потребностей пользователя.

Разновидности двухкамерных элементов по ширине, мм:
Установка для профилей с шириной от 58 до 82 мм.
Трехкамерные
В северных странах и регионах трехкамерный пакет – это единственным способом уберечь тепло в доме. За счет широкого профиля и большого количества герметичных стенок они обеспечивают отличную теплоизоляцию.
В основе находится четыре стеклянных полотна и 3 воздушные прослойки. Имеет наилучшие показатели при защите от внешних шумов и удержании тепла внутри. Важно понимать, что такие высокие показатели обоснованы значительными габаритами и весом составляющих, что следует помнить при выборе.

Наибольшим недостатком трехкамерного стеклопакета является низкая пропускная способность света извне, при его высокой теплоизоляции. Конструкцию делят на детали, и потом собирают воедино при установке. Это требуется для соблюдения всех технических параметров к жесткости и прочности рамы.
Устанавливается для профилей с шириной от 70 до 82 мм.
Сборка стеклопакетов: как делают стеклопакеты для пластиковых окон на заводе
На заводах и фабриках производство давно автоматизировано. Человек участвует лишь в подаче заготовок, и контроле над процессом.

Этапы изготовления пластиковых окон на заводе:
- Резка стекла. Применяемые технологии и инструменты зависят от габаритов заготовки. На инструменты наносится специальная жидкость, чтобы не повредить заготовку. Её устанавливают на воздушную полоску и производят разрезы. Далее стекло ломают, используя металлические стержни. После резки остаются невидимые для глаза трещины, которые следует устранить путем разлома. Важно разрезать и разламывать стеклянное полотно одновременно, чтобы микротрещины не успели зарасти. Параллельно с резкой стекла вырезают рамки, учитывая габариты полотна.
- Очистка стекла. Подготовленное после резки полотно отмывают специальной моющей машинкой с помощью щеток. В качестве моющей жидкости используется вода без минеральных компонентов. Использование автоматизированных машин для мойки позволяет сохранить герметические качества, что в дальнейшем отразиться на качестве стекла.
- Нанесение герметических компонентов. На спейсерные установки наносится начальный герметический слой. Рамку собирают в единую конструкцию, используя металлические и пластиковые уголки. На поперечные стороны укладывается несколько слоев (минимальный размер – 3 мм) герметического покрытия. Популярным средством в виде герметика сейчас является бутилы. Слой должен быть уложен равномерно, без наличия пропусков и с соблюдением минимальной ширины в 3 мм. При индивидуальном заказе бутилы наносятся вручную, при массовом производстве – автоматизировано.
- Начальная сборка. Начинается со шлифовки сторон стеклянного полотна. После нанесения герметичного бутила следует перейти к базовой сборке конструкции. При начальной сборке потребуется скрепить подготовленные и чистые стеклянные полотна с рамками дистанционного типа с герметиком. Важно, чтобы цвет бутилового покрытия был максимально черным. При наличии белых следов начинает весь процесс сначала, и стеклянное полотно является некачественным. Используется мягкая сторона стеклопакета (которая будет расположена внутри камеры). После начальной сборки конструкцию отправляют под пресс, который фиксирует конструкцию окончательно. Чтобы надежно зафиксировать, его оставляют под прессом на определенное время, чтобы герметик попал в нужное место и зафиксировался.
- Финальный этап. После работы пресса на боковые стороны стеклопакета наносится дополнительный слой герметика, который будет сохранять теплоизоляцию в процессе эксплуатации. Второй слой герметика состоит из пулиретана, силикона или тиокола. Важно, чтобы температура в производственном помещении сохранялась в диапазоне от + 16 до + 25 градусов, влажность воздуха в цеху была не более 50 %.
Если соблюдены все технологические процессы создания и стекло было качественно вымыто, герметик нанесен правильно, то стеклопакет будет обладать всеми шумоизолирующими и теплоизоляционными свойствами. В интернете множество видео, которые показывают технологические процессы на заводе.
Какие потребуются инструменты
Чтобы своими руками сделать стеклопакет потребуется:
- Мягкий метр.
- Карандаш, лист бумаги.
- Рамка из алюминия.
- Ножовка для металлических заготовок.
- Уголки для соединения рамки (металлические или пластиковые).
- Силикагель.
- Лента из бутила.
- Герметик.
- Нож малярный.
Как сделать стеклопакет своими руками в домашних условиях
Перед началом процесса следует определиться, какой стеклопакет будет изготовлен.

Процесс создания стеклопакета своими руками:
- Измеряем расстояние. После определения габаритов конструкции от их начальных размеров отнимаются 10 мм. Именно таких размеров будет установка.
- Обрез рамки. В качестве материалов выбирается алюминий. Важно, чтобы после соединения всех элементов рамки уголками, размеры были на 10 мм меньше, чем стеклянное полотно.
- Закрепление рамки уголками. Размеры выбираемых уголков зависят от ширины дистанционной рамки. Многие опытные конструкторы используют всего 2 уголка, если отсутствует нужная ширина модели.
- После сборки первого уголка в него требуется засыпать силикагель (молекулярное стекло). Оно предотвращает образование влаги. Для склейки используется лента бутилового типа. Именно такую ленту используют заводы для закрепления окон широкого производства. В качестве альтернативы используется прозрачный скотч двухсторонней оклейки.
- Соединив все стороны, засыпав силикагель, на сторону клеится скотч. Перед клейкой скотча требуется отделить защитный слой.
- Протереть стеклянное полотно. Подойдет моющее средство для окон.
- Положить стекло на рамку, повторив процесс со второй стороны.
- Замазать установку со всех сторон вторым слоев герметика. Рекомендуется выбрать герметик из двух компонентов.
В завершающей стадии следует дождаться высыхания герметика, затем еще раз очистить стекло и застеклить окно. Для создания двухкамерного самодельного стеклопакета рамка собирается два раза, а в остальном алгоритм тот же.
Источник https://oknasmart.ru/plastikovie_okna/kak-delayut-plastikovie-okna
Источник https://stroim-domik.org/stroitelstvo/okna/vidy-ok/plastikovye/proizvodstvo-pvh-ok
Источник https://okna-dom.net/steklopaket-svoimi-rukami/
